
O M I S 自动印花机的安装与调试
目前国内陶瓷墙地砖生产线上大都配有进口的自动印花机, 以意大利产的为最多 , 意大利O M I S 自动印花机印花速度快 、质量好 , 能够满足不同规格砖坯的印花要求 。 下面就对有关O M I S 自动印花机的安装 、 调试等问题作简单介绍 。 其他用于陶瓷墙地砖生产线的自动印花机 , 如萨克米公司的和唯高公司的 ,安装调试与 O M IS 自动 印花机大同小异 。
1 安装
O M I S 自动印花机的安装不需专门的基础 , 只要将整机安放在平实的地板上 , 通过其本身的调节螺栓 , 调好高度使之与施釉线的高度相适应 , 再调好横向、纵向水平 , 接入气源 (压力为6 个大气压 ) 及三相四线制电源 , 安装工作即告结束 。
2 调试
印花机安装好后, 还需要经过一定的调试才能正常工作 , 在砖坯上印出 高质量的 花色图案。
2.1 印花机送坯装置的调试
送坯装置由皮带、托板、链条、推进器、弹簧夹、水平导板等部件组成( 见图1)
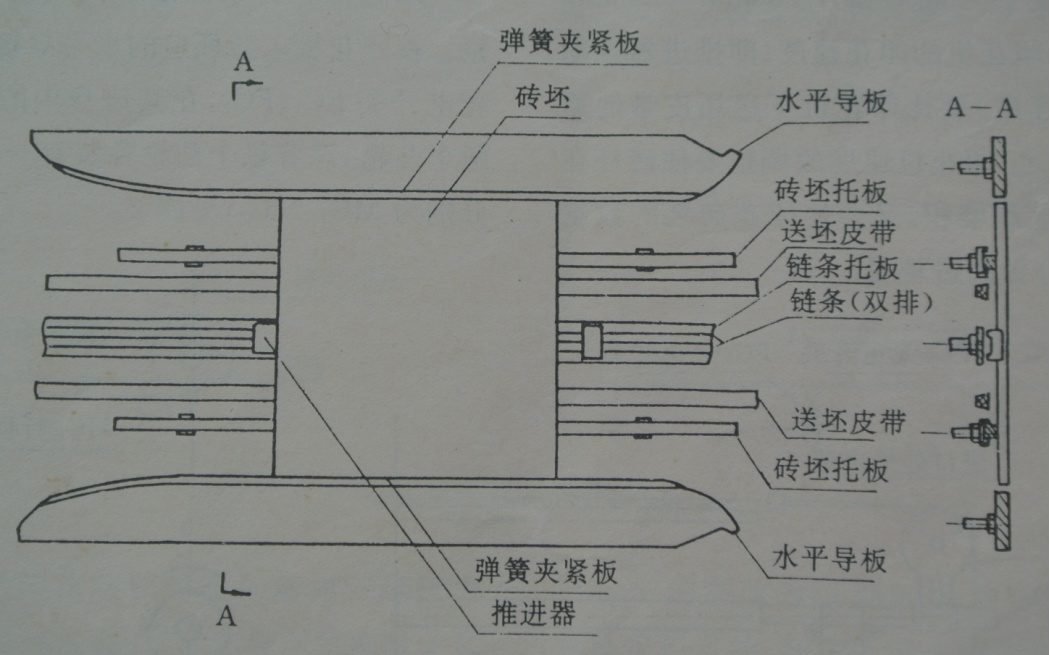
图1印花机送坯装置
调试印花机, 首先要使印花机下的两条送坯皮带水平 , 印花机链条在两条皮带的中心线上并与送坯皮带面平行 。链条两边的砖坯托板数量要相等 , 图 1 中只一边画 出一条 , 所用砖坯托板的多少视砖坯规格的大小而定。砖坯托板离皮带中心线的距离也要相等。砖坯托板托砖的面中间段平直, 两头呈一定的弧形 , 两头呈弧形主要是方便推进器将砖坯推上推下,中间段平直砖坯才会被托稳 。左右调整砖坯托板 , 印花时使其平直段处在砖坯位置 , 将砖坯放在托板上 , 调节砖坯托板的高度 , 使砖坯面水平并 比送坯 皮带面高约1 m m 一 2m m 。 调整链条托板的高度 (也即调推进器的高度 ) , 使推进器比砖坯平面低约 0.5 m m 一 1 m m 。 这样 , 在印花时 , 印花刮板才不会刮在推进器上 。调整两块水平导板的高度 , 使水平导板面与砖坯面等高. 调紧贴着水平导板的弹簧夹紧板 , 使弹簧夹紧板在砖坯印花位处离水平导板约 1m m 一 1.5m m 。根据砖坯的规格大小 , 收拢两块水平导板 , 使砖坯被两块弹簧夹紧板夹住 , 但砖坯不要被夹得太紧 。
印花机链条的调整。将印花机背面的齿轮箱打开, 将可移动齿轮 (从动轮) 的定位螺栓松开并与主动轮离开 , 转动从动轮 , 此时链条即移动 , 链条的调整要使印花机进口处的推进器低于送坯皮带面约 1.5m m 一 2m m , 见 图 2 , 再将定位螺栓固定即可 。
印花机速度的调整。印花机速度的调整有两方面的内容: 一 是要在印花机前输坯 线约3米处使送坯皮带产生速度差 , 以保证相挨过来的将被印花的砖坯能够拉开2 5 0 m m 一 3 0 o m m的距离。 二是印花机的印花速度 ( 即推进器推动砖坯前行的速度 ) 要 比印花机下送坯皮带的速度稍快些 。 总之 , 印花机速度的调整要使砖坯在擦网时不致重迭堆积 , 又要使印花砖坯的数量满足窑炉每分钟的进坯量 。
2.2 丝网框及印花刮板的调整
丝网框的调整。应使丝网框平行于待印砖坯平面, 一般丝网高于砖坯约5m m 一 7 m m 。 前后左右调整丝网框 , 使丝网图案与待印花砖坯对正 。 当丝网用久较松时 , 可适当将网框升高 ,新丝网绷得较紧 , 丝网离待印砖坯距离可调得低些。
印花刮板的调整。印花机前刮板用于印花, 后刮板用于布釉浆 , 首先要调整使前后刮板两端距丝网框边的距离相等 。将印花刮板推至最小行程位 ( 印花周期 起始位 ) 调整前刮板使之与丝网平行并微压在丝网上。后刮板与丝网平行 并离开丝 网约 1.5 m m 一 2m m 。印花刮板最大行程位的调整 , 要使前刮板在最大行程时比丝网上的图案边超出 1 5 m m 一 2 5 mm( 即超出待印花砖坯约 1 5m m 一 2 5 m m ) 。
2.3 自动控制方面的调整
印花机在自动控制方面不需作过多的调整。在印花机入砖坯口的水平导板上装有两个光电开关F C 1 、 F C 2 , 在其床身内的主轴上装有两个凸轮 , 靠着每个凸轮各装有 一个行程开关 , 分别为 M C1 、 M C 2 , 见图 2 。
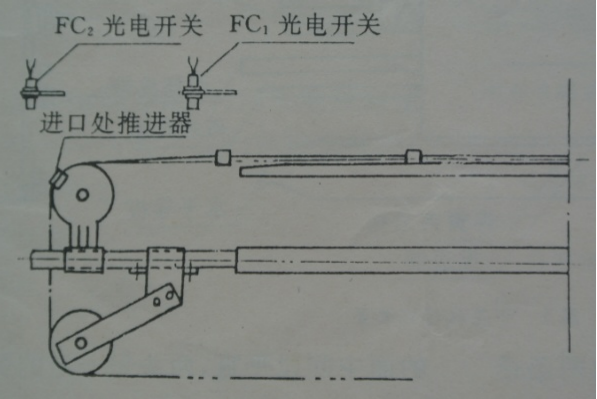
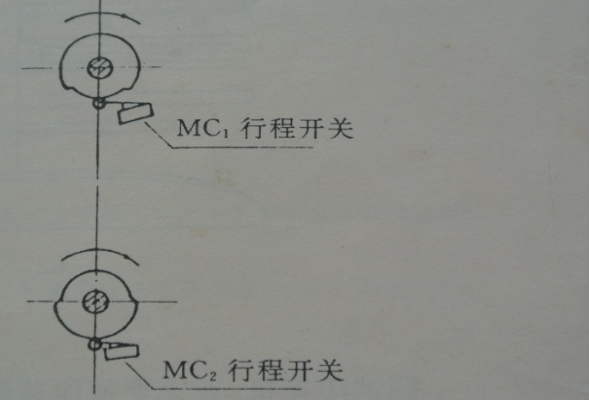
图2印花机自动控制示意图
F C1 是印花机每印花周期开始的信号 , F C 2是使砖坯夹持器工作的信号 。 F C 1 与 M C1配合 , 使印花机完成每个印花周期 。 M C 2 是 印花机每个印花周期结束时的刹车信号 。
一般在印花机前的送坯皮带产生了速度差, 保证进入印花机的砖坯间隔有 2 5 0m m 一30 0 m m的距离, 就可以不用砖坯夹持器 , 故在这里有关 F C 2 与砖坯夹持器如何协调工作及调整的情况就不作介绍 。
F C1、 M C1 、 MC2 协调 印花 机工作的情况 是 这样的 :
砖坯由皮带送至F C 1底下时 , F C 1工 作 , 印花机印花开始 , 床身中的主轴带着 凸轮转动 。当砖坯离开 F C 1 时 , F C1 即停止工作 , 但由于此时 M C 1已 由断开状态 转为接通 , 使 印花 机继续印花 。当一个印花周期结束时 , 主轴带着凸轮转过3 6 0 °, M C1恢复其原断开状态 , M C 2经过由初始的接通状态转为断开再回到接通状态 , 给印花机刹车的信号 。至此一个印花周期结束 , 完成给一块砖坯的印花过程 。
由上述过程可以看出, F C 1 必须安装在印花机进口处推进器与下一个推进器之间 , 并且要靠近下一个推进器 。 F C 1 的感光面要对着空隙 , 高度调整得也要合适 。 主轴上的两个凸轮之间及 M C 1 、 M C 2 与各自的凸轮要调整到如图 2所示的位置 。
2.4 砖坯规格改变时的调整
O M I S 印花机可印花砖坯规格为 1 0 0m m X 100m m ~ 4 4 0 m m X 4 4 0m m , 当砖坯规格改变时 , 印花机齿轮箱中的主动齿轮的齿数要改变 , 另推进器的间距及网板规格 、印花刮板长度都要改变。
印花机的技术资料中对不同规格的砖坯配用的主动齿轮、网板、刮板及推进器的间距都有要求, 这里不多述 。砖坯的规格改变时 ,其他方面的调整象前面介绍的一样 。
值得提出的是, 在印花机的技术资料中 , 当所要印花的砖坯规格改变 时 , 并未提及有换用相应的砖坯托板 , 一般人也认为不需要更换 。 我厂所用的两台 O MIS自动印花机 , 随机配来的砖坯托板的整个与砖坯接触的面 (托砖面 ) 都呈 微小的弧形 , 印小规格的砖坯尚适用 , 当印大规格的砖坯时 , 如 4 4 0 m m X 4 4 0 m m 的 , 砖坯在托 板上仅中间段接触 , 两头悬空 , 见图 3 ( a ) 。
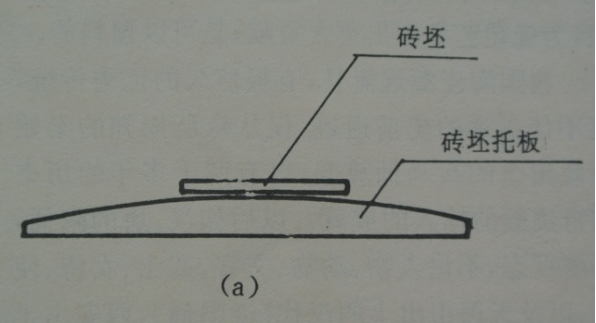
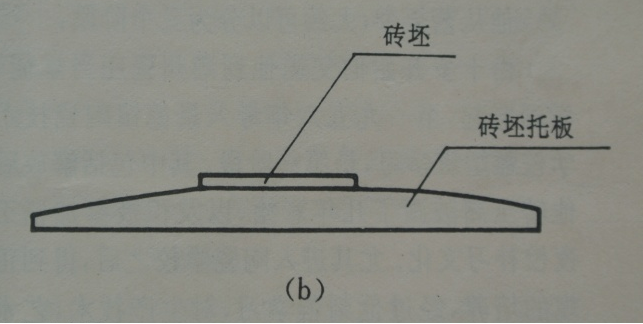
图3 砖坯与托板接触示意图
在印花时印花刮板对砖坯是有一定压力的, 这样易把砖坯压裂 , 当砖坯强度稍差时尤其明显 , 并且在砖坯被推进器推上托板时 , 砖坯前端易与丝网接触 (谷称“ 碰 网” ) , 在砖坯被推进 器推下托板时 , 后端也易与丝网接触 ( 俗称 “ 拖 网 ” ) , 这样就影响印花质量 。 要想使砖坯在印花 当中不轻易被压 裂 , 不碰网拖网 , 本人认为 , 当印 花砖坯改变较大时 , 如原先印 1 5 0 m m X1 5 0m m 的要改 为印 4 4 0 m m X 4 4 0 m m 的 , 最好要换用长点的 、 托砖面两头圆弧度适宜的并且中间平直段也适合砖坯规格的砖坯托板 , 见 图3 ( b )。只有当砖坯规格相近时, 如 1 5 0 m m 又 1 5 o m m 的与200m m X 200 m m 的 , 换印砖坯时才用同一砖坯托板 。
表单1
姓名*
*手机号*
*Email*
*其他联系方式*
*留言内容*
验证码